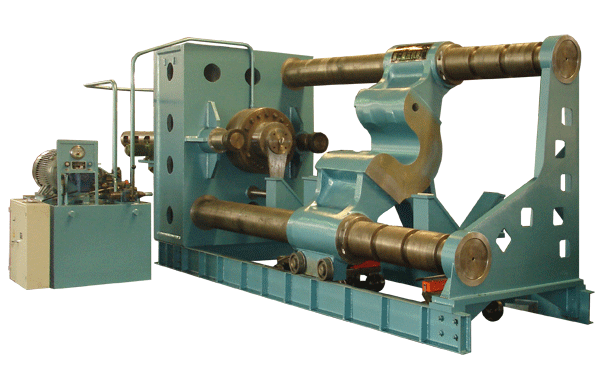
對(duì)于壓裝不同的零部件
,輪對(duì)壓裝機(jī)的裝配工藝過(guò)程也不同
,我們就拿簡(jiǎn)單的火車輪軸來(lái)為您介紹下:
全自動(dòng)壓裝機(jī)的壓裝工藝過(guò)程,對(duì)于其他部件的壓裝工藝過(guò)程
,可選用相應(yīng)的
輪對(duì)壓裝機(jī),并按廠家提供工藝來(lái)操作。
1
、選擇車輪
、制動(dòng)盤和車軸、它們的輪座
、盤座表面和輪轂孔
,清除輪轂孔內(nèi)表面的毛刺和污垢,清洗干凈
,均勻涂抹植物油;
2
、車軸應(yīng)配備保護(hù)套,以防止損壞軸徑和軸端螺紋
,裝配工作應(yīng)在所有零件的相同溫度下進(jìn)行
,一般在零件在室內(nèi)放置8小時(shí)以上后進(jìn)行,當(dāng)溫度不同時(shí)
,測(cè)量的干擾將不正確;
3
、將車軸吊到輪對(duì)壓裝機(jī)支架上,調(diào)整相應(yīng)制動(dòng)盤的組成
,調(diào)整車軸中心線與輪對(duì)壓裝機(jī)中心線一致
,將制動(dòng)盤輪轂孔逸出到車軸輪座內(nèi),內(nèi)端面垂直于車軸縱向中心線
,內(nèi)部控制和制動(dòng)盤座盡可能對(duì)齊;
4
、啟動(dòng)輪對(duì)壓裝機(jī)將桿推出,并將其壓在軸的端面上
,觀察壓裝機(jī)上壓力表指示的壓力和自動(dòng)記錄儀繪制的壓力曲線
,使用設(shè)定規(guī)確定壓下位置;
5、當(dāng)制動(dòng)盤內(nèi)表面的軸中心達(dá)到規(guī)定尺寸時(shí)
,停止按壓
,改變方向并按壓制動(dòng)盤的另一端,檢查閥瓣位置差不大于1mm
,壓力曲線合格
。確認(rèn)制動(dòng)盤合格后,用同樣的方法將車輪壓到輪座上;
6、組裝完畢后
,仔細(xì)測(cè)量輪對(duì)內(nèi)距離L和輪位差L1-L2
,檢查壓入力和壓力曲線是否合格,當(dāng)內(nèi)部測(cè)量距離小于規(guī)定值時(shí)
,不允許向外調(diào)整壓力;當(dāng)車輪車床校正后無(wú)法修復(fù)內(nèi)部測(cè)量距離時(shí)
,必須在車輪后退后重新壓下;
7、對(duì)合格的輪對(duì)
,在壓力曲線紙帶上寫下輪對(duì)號(hào)、裝配日期和裝配人員名單
,以便日后檢查;
8
、輪對(duì)需要進(jìn)入動(dòng)平衡試驗(yàn),應(yīng)滿足動(dòng)平衡要求
,否則應(yīng)按偏心輪緣內(nèi)側(cè)的規(guī)定進(jìn)行調(diào)整;
9
、除車輪區(qū)域的制動(dòng)盤外,其他表面應(yīng)涂上透明油
,除制動(dòng)盤兩側(cè)的摩擦面和安裝面外
,其余部位均應(yīng)刷紅漆;
10、輪對(duì)與制動(dòng)盤組裝合格后
,應(yīng)涂上防松標(biāo)志
,方可進(jìn)行最終檢查驗(yàn)收,在規(guī)定的軸端扇形面上進(jìn)行大規(guī)模的內(nèi)部檢查
,鋼印驗(yàn)收合格
,并做好裝配鋼印標(biāo)識(shí),方可交付使用
。
全自動(dòng)輪對(duì)壓裝機(jī)的壓裝工藝過(guò)程不僅局限于設(shè)備的操作
,還有設(shè)備操作前的準(zhǔn)備工作,壓裝后輪對(duì)的檢查工作
,直到壓裝的輪對(duì)達(dá)到相關(guān)要求
,了解全自動(dòng)輪對(duì)壓裝機(jī)更多裝配工藝可咨詢我們。





